


在現代電力傳輸與(yǔ)工(gōng)業製造領域,電纜(lǎn)的性能直接決定設備運行的可靠性與安全性。作為電纜生產中(zhōng)的(de)關鍵環節,繞包工藝通過(guò)多層材(cái)料的精密(mì)包裹,賦予電纜絕緣(yuán)防護、抗電磁幹擾等核心特性。然而,這一工藝的實現(xiàn)絕非簡單疊加材料,而(ér)是需要嚴格遵循技術規範與科學參數。本文將係統梳(shū)理電纜繞(rào)包工藝的核心規範要求,揭示從材料選擇到(dào)工藝控製的底層邏輯(jí)。
一、繞包材料選擇的基(jī)礎規範
電纜繞包層(céng)的性能首先取決於材料本身(shēn)的特性。聚酯薄膜(PET)、雲母帶、無紡布(bù)等是常見繞包材料(liào),但(dàn)不同場景需針對性選型:
- 耐溫等級:例如,雲母帶可在1000℃高溫下維持絕(jué)緣性(xìng)能,適用於耐火電纜;
- 介電強度:聚酰亞胺薄(báo)膜的擊穿電壓可(kě)達200kV/mm,適合高壓電纜;
- 機械(xiè)韌性:無紡布因柔韌性優異,常用(yòng)於需要彎曲的移動設備電纜(lǎn)。 根據GB/T 2952.1-2008《電纜外護層》標準,材料采購時需提供第三方檢測報告,驗證厚度偏差(±0.02mm)、抗拉(lā)強(qiáng)度(≥50MPa)等指標(biāo)。
二、繞包層結構與參數的設計準則
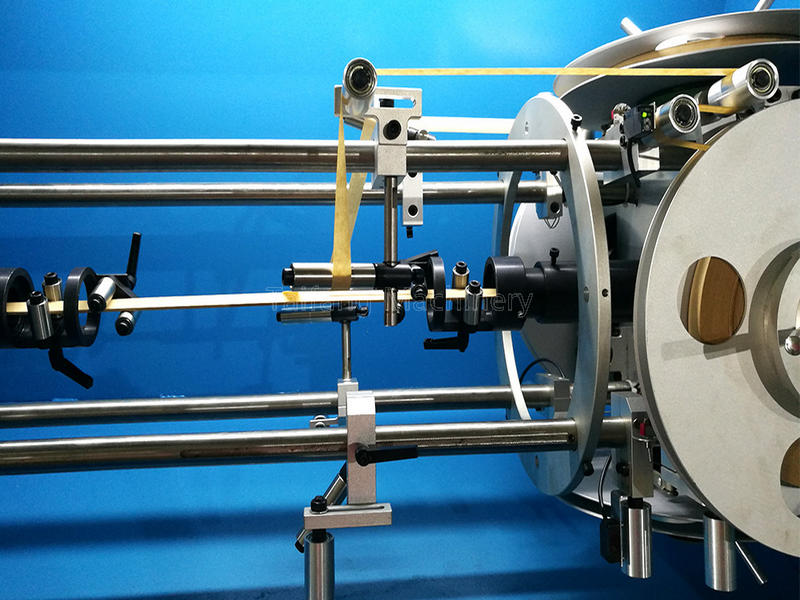
繞包(bāo)工藝的核心在於通過層(céng)數、搭接率與張力控製實(shí)現無間隙覆蓋:
1. 層(céng)數與重疊比例
單層繞包適用於低壓電纜(lǎn),搭接率需≥30%;
雙層逆向繞包(如雲母帶+無紡布)可提(tí)升屏(píng)蔽效果,搭接率需(xū)≥50%;
特殊場景(如海底電纜)采(cǎi)用三層繞(rào)包,外層使用抗腐蝕材料。
2. 張力控製係統
繞包機的(de)張力波動需控製在±5%以內。張(zhāng)力過(guò)大(dà)會導致材料拉伸變形(xíng),降(jiàng)低絕緣(yuán)性能;張力不足則可(kě)能產生褶皺或氣泡。某頭部企業實測數據顯示,張力偏差超(chāo)過8%時,電纜局放量增加37%。
三、環境與設備的工藝控製(zhì)要點
1. 生產環境要求
溫濕度(dù)控製:溫度需保持在25±3℃,濕度≤60%(避免材(cái)料吸潮);
潔淨(jìng)度:繞包區(qū)域需達(dá)到ISO 8級潔淨標準,防止粉塵嵌入繞包層。
2. 設備校準規(guī)範
繞包機導(dǎo)輪的同軸度誤差需≤0.05mm;
采用激(jī)光測距儀每月校準繞包角度,偏差(chà)控製在±1°內;
在線監測係統需實時反饋繞包厚度(精度±0.01mm)。
四、繞包缺陷的預防與糾正機製
1. 常見缺陷類型
搭接不均勻(yún):表現為(wéi)局部厚度突變,可通過調整導輪壓力解決(jué);
邊緣翹曲:多因材(cái)料受熱收縮不均,需優化預熱溫度(如PET帶預熱至80℃);
氣泡殘留:采用真空吸附裝置(zhì)或增(zēng)加滾壓工序消除(chú)。
2. 過程檢驗方法
在線X光檢測(cè):實時監測繞(rào)包層密度與空(kōng)隙率;
分段抽樣測試:每500米截取樣本,進行擊穿電壓試驗(參考IEC 60502-2標準)。
五、特殊場景的工藝適配方案
1. 高頻傳輸電纜
需采用金屬化薄膜繞包(如鋁箔聚酯複合帶),通過雙層屏蔽結構將信號衰減(jiǎn)降低(dī)至≤0.2dB/m。某5G基站電纜案例顯示,優化後的繞包工藝使回波損耗(hào)改善40%。
2. 超高(gāo)壓直流電纜
在±320kV直流電纜中,繞(rào)包層需增加半導電(diàn)緩衝層,配(pèi)合梯度設計將電(diàn)場畸變(biàn)率控製在5%以內。
六、質量追溯與文檔管(guǎn)理規範
完整的工藝記錄是質量追(zhuī)溯的基礎:
- 每批次繞包材(cái)料(liào)需記錄供應商(shāng)代碼、入庫檢驗數據(jù);
- 生產參數(如繞包速(sù)度、張力值)保存周期≥5年;
- 異常事件(如設備停機(jī)超15分鍾)必須標注在流程(chéng)卡中。 通過上述(shù)六大維度的規(guī)範控製,電纜繞包工藝得以從(cóng)經驗操作升級為(wéi)標準化(huà)製造流程。數據顯示,嚴(yán)格執行工藝規範的企業,其電纜產(chǎn)品壽命平均(jun1)提升30%,故障率下降至0.12次/千公裏·年。在新能源與智能電網快速發展的(de)今天,這種精細化管理正在成為行業競爭力的分水嶺。
